In order to subject CNC Machining Aluminum Parts parts to anodizing or chemical conversion treatment, it is necessary to accept the blank parts and ensure that they meet all of the technical specifications. Using the results of this work, it is possible to identify the processing varieties and technical requirements that the blank parts require, as well as to determine whether or not the blank parts meet the corresponding processing quality and other complete process technical specifications.
It is possible to contact and consult with the design and machining process personnel in advance to propose improvement measures to ensure that a good oxide film is obtained during the acceptance process if it is discovered during the acceptance process that the processing requirements are not clear enough or that the quality of the blank parts is not conducive to the normal formation of oxide film, for example.
The following is an introduction to the acceptance of blank parts:The purpose of checking and accepting blank parts is to ensure that they are accurate.
Blank parts are accepted primarily for the purpose of identifying parts that do not meet the anodic oxidation or chemical conversion processing requirements in advance, thereby avoiding costly repairs or even scrapping of the parts after they have been processed.
How can we tell if the blankparts have gone through all of the machining operations?
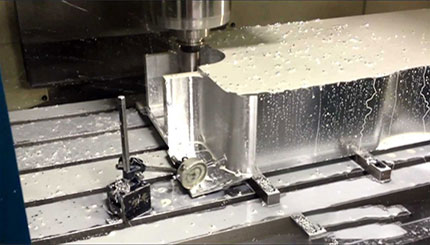
It is especially common in the case of CNC Machining Aluminum Parts for the machining process to be interrupted before the part is finished. Numerous factors play a role, the most significant of which is the incorrect arrangement of original industrial regulations and the failure to incorporate short-term changes into the machining process. Unless you pay close attention during the acceptance of blank parts, you will have a difficult time identifying the occurrence that is taking place.
If the problem is discovered during the anodizing process or after the finished product has been shipped, it is too late and the product must be reworked to correct the situation. It is necessary to first remove the originally formed oxide film, followed by mechanical processing to make up for the process that was missed, and then re-anodize after the oxide film has been removed. Because of this repetition, not only will there be an impact on the processing progress, but there will also be an impact on the product quality.
It is necessary to thoroughly inspect each batch of blank parts prior to use, and if it is discovered that the process has not been completed, the blank parts should be returned, as this is one of the most important factors in maintaining high quality standards.
Why can't there be burrs or flash on the surface of the blank parts when they're being manufactured?
It is not recommended to anodize machined blank parts that have burrs and flash because the oxide film layer is brittle and the oxide film on the surface of the burr is easily broken off and falls off during the anodization process. There is no oxide film protecting the substrate beneath the burr's end face, so the burr's end face breaks, exposing the substrate beneath it. Although anodic oxidation provides excellent corrosion protection, it is easy for dyed parts to corrode after they have been anodized, resulting in white spots on the surface that reduce the appearance quality.
Because it increases the likelihood of scrap, anodized parts cannot be repaired more than once, especially if they have through screw holes (blind holes have little impact). After repeated removal and anodization, the screw hole will enlarge, which will have a negative impact on the assembly's structural integrity and performance.
In order to comply with the requirements, burrs are not permitted on hard anodized parts, and the corners must be chamfered. Only in this manner can the high quality of hard anodization be ensured and maintained in the long run.